Как площадь поверхности радиатора и геометрия ребер влияют на теплоотдачу
Каждый специалист в области HVAC, будь то проектировщик конвекторов или технолог на заводе по сборке водяных калориферов, ежедневно сталкивается с фундаментальной инженерной дилеммой: как максимизировать тепловую мощность прибора, не увеличивая его габариты? Ограниченное пространство внутри приточных установок, чиллеров или жилых комнат заставляет искать решения на стыке физики и технологий металлообработки.
Главный регулируемый параметр в этом уравнении — площадь поверхности радиатора. Поскольку газы (в данном случае воздух) обладают крайне низким коэффициентом теплоотдачи по сравнению с жидкостями, инженерам приходится идти на хитрость. Использование дополнительных элементов — ламелей — позволяет компенсировать свойства среды. В этой статье мы подробно разберем техническую логику интенсификации теплообмена, сравним различные конфигурации пластин и рассмотрим проблемы, возникающие при их производстве.
Физика теплообмена: как ребра увеличивают площадь поверхности радиатора
Чтобы понять, почему ребра увеличивают площадь и как это влияет на конечный результат, обратимся к базовому уравнению теплопередачи. Мощность теплообменника напрямую зависит от коэффициента теплоотдачи, разности температур и, разумеется, площади соприкосновения с теплоносителем.
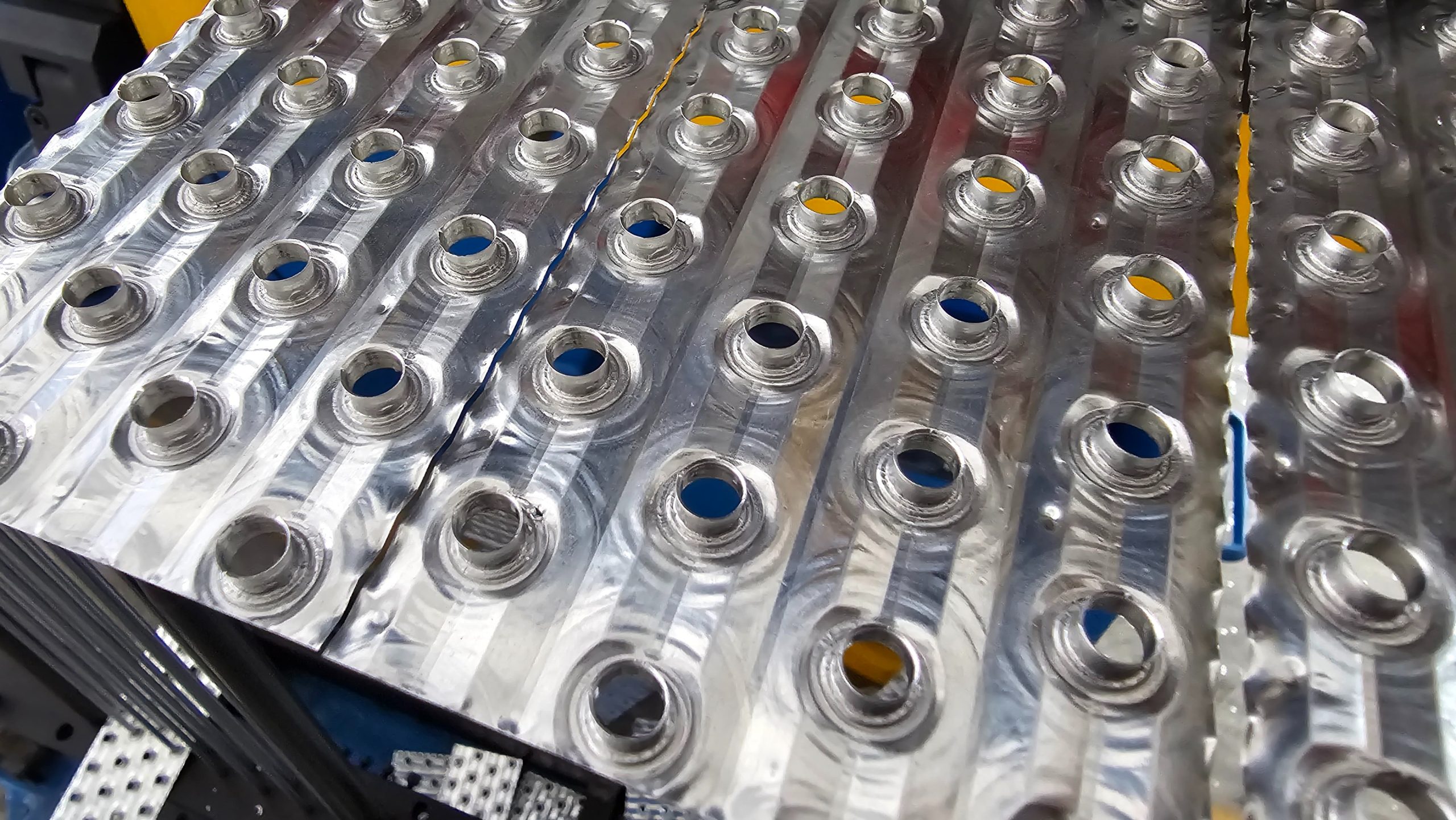
В гладкотрубном приборе площадь ограничена лишь внешним диаметром трубы. Однако, когда на ту же трубу насаживается пакет тонких металлических пластин, общая площадь поверхности радиатора возрастает в десятки раз.
Тем не менее, простое наращивание металла не решает проблему линейно. В игру вступает так называемая «эффективность ребра» (fin efficiency). По мере удаления от источника тепла (несущей трубы) температура ламели падает. Если сделать ребро слишком длинным или слишком тонким, его периферийные участки перестанут участвовать в теплообмене, превращаясь в бесполезный балласт. Следовательно, высокая эффективность теплообмена достигается не просто за счет объема металла, а за счет оптимизации геометрии, шага и толщины ламелей.
Геометрия ламелей: сравнение гофрированных и других типов ребер
В современной индустрии климатической техники, где стандарты производительности часто верифицируются через Eurovent Certification, форма поверхности ребра претерпела масштабную эволюцию. Сегодня на рынке доминируют несколько основных типов профилей.
Сравнительный анализ профилей ребер
Чтобы наглядно оценить их эксплуатационные свойства, рассмотрим таблицу сравнения по ключевым метрикам:
| Тип ламели | Эффективность теплообмена | Аэродинамическое сопротивление | Склонность к загрязнению | Сложность формования |
| Гладкие (Flat) | Базовая (низкая) | Минимальное | Низкая (легко очищаются) | Минимальная |
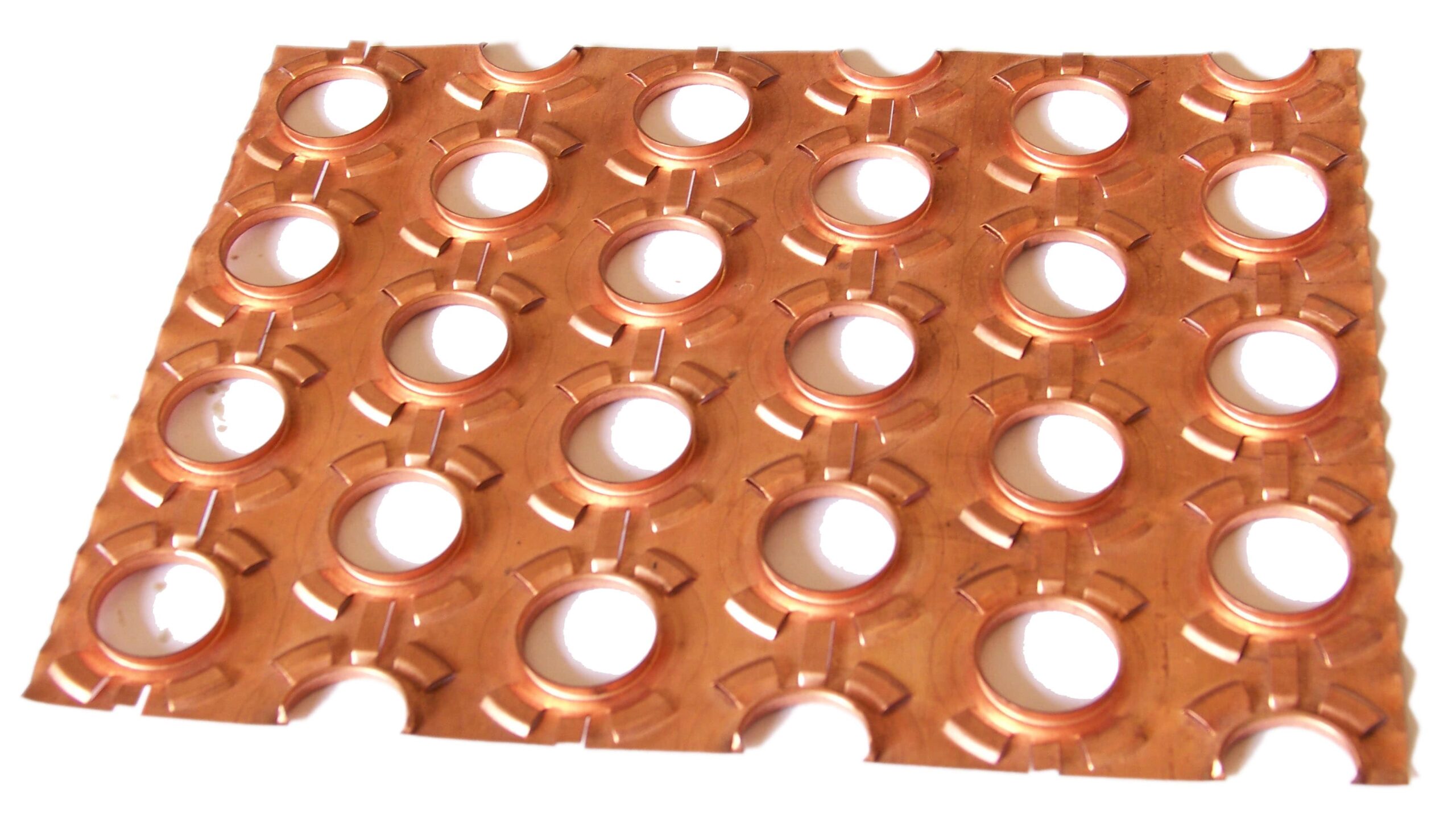
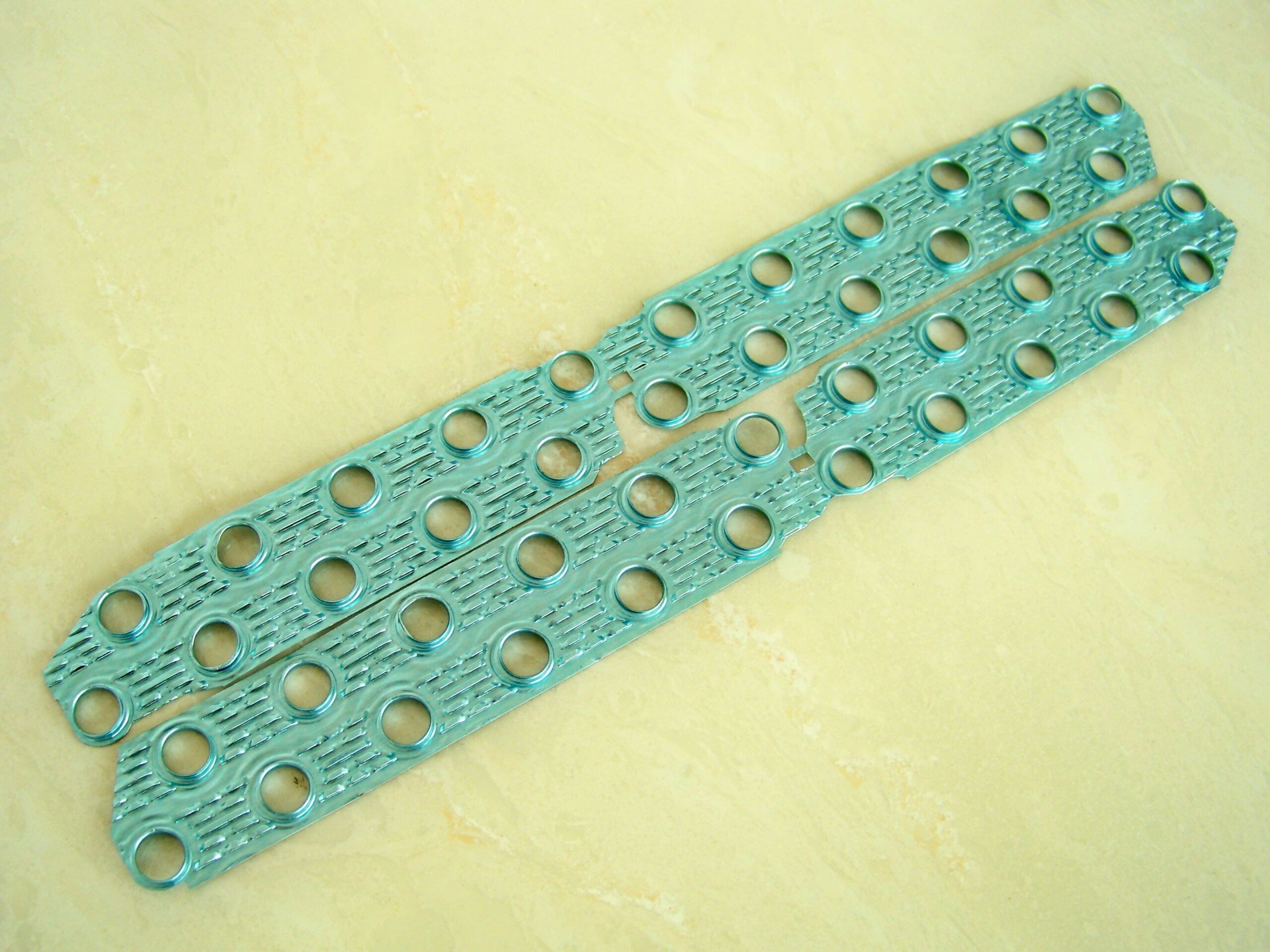
| Гофрированные (Corrugated) | Высокая (+15-25% к гладким) | Умеренное | Средняя | Средняя |
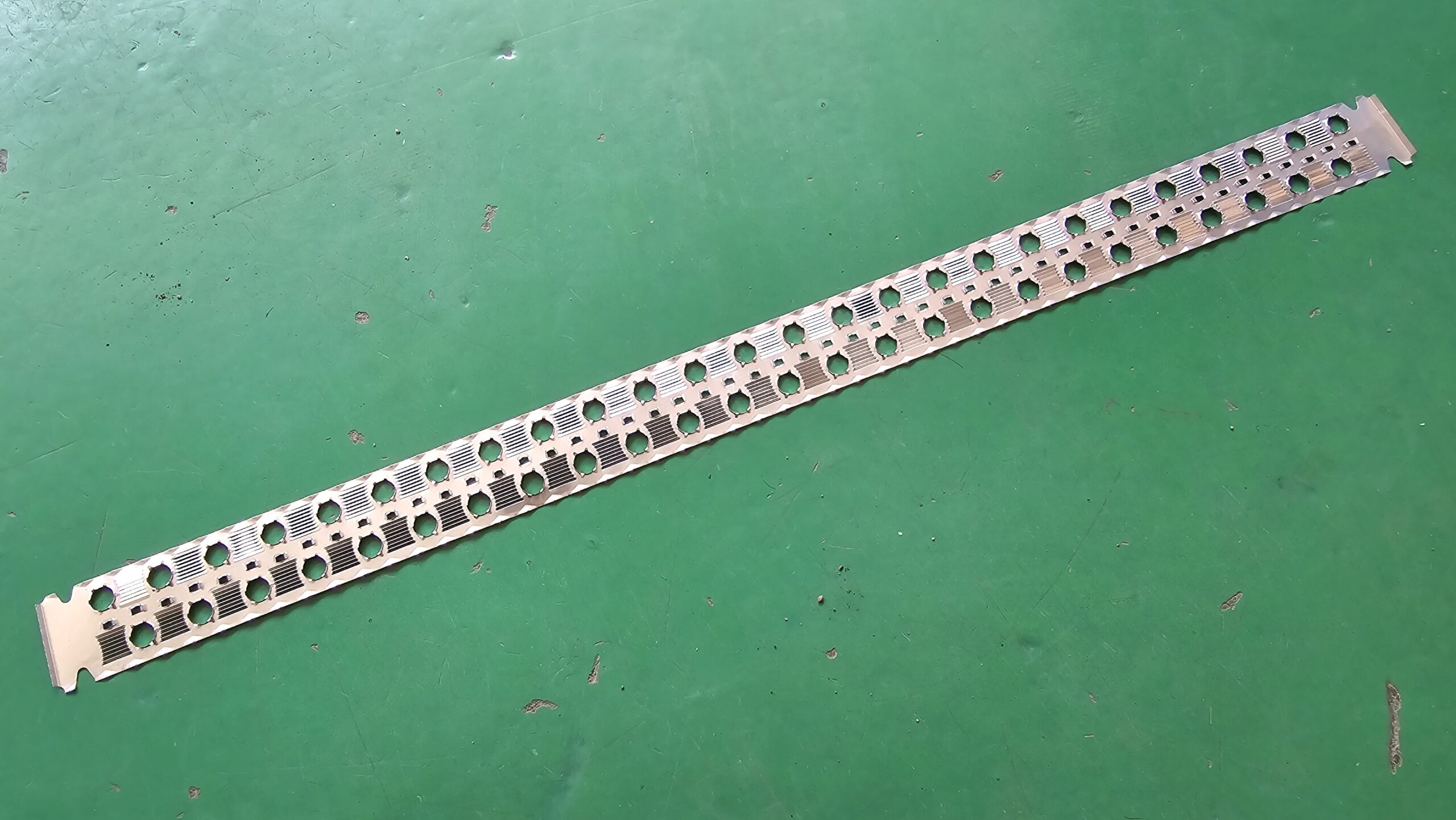
| Жалюзийные (Louvered) | Максимальная | Высокое | Высокая (быстро забиваются) | Очень высокая |
Почему волна эффективнее плоскости?
Гладкие пластины создают ламинарный поток воздуха. Воздух скользит вдоль поверхности, образуя пограничный слой, который действует как теплоизолятор.
В свою очередь, гофрированные ребра заставляют воздушный поток постоянно менять направление. Это создает контролируемую турбулентность. Турбулизация разрушает пограничный тепловой слой, благодаря чему холодный воздух эффективнее соприкасается с металлом. В итоге эффективность теплообмена возрастает без критического роста аэродинамического сопротивления, что делает волновой профиль «золотым стандартом» для большинства промышленных систем.
Высокотехнологичные профили и проблемы их формования на производстве
Когда теоретические расчеты теплофизиков передаются в производственный цех, инженеры-технологи сталкиваются с суровой реальностью металлообработки. Чем сложнее профиль ламели (например, глубокая синусоидальная волна или субмиллиметровые жалюзийные просечки) и чем тоньше алюминиевая лента (фольга часто имеет толщину всего 0,1–0,15 мм), тем выше риск брака.
Основные болевые точки при производстве ламелей:
Разрыв металла на пиках гофры: При быстрой вытяжке алюминий не успевает перераспределиться, что приводит к микротрещинам.
Нестабильная высота воротничка (collar): Воротничок формирует шаг между ребрами на трубе. Если его высота «гуляет», нарушается шаг оребрения, и теплообменник теряет расчетную мощность.
Быстрый износ пуансонов и матриц: Сложная геометрия требует идеальной точности, но абразивный износ инструмента быстро приводит к появлению заусенцев.
Преодоление производственного брака: решения Fin Press Line и Fin Die
Для исключения вышеперечисленных проблем недостаточно просто купить качественное сырье. Решающую роль играет надежность штамповочного комплекса. Если ваше производство регулярно сталкивается с остановками линии из-за замятия фольги или несоответствия геометрии ламелей, пришло время обратить внимание на профессиональное оборудование высшего класса.
Наши высокоскоростные автоматические линии Fin Press Line разработаны специально для непрерывного и точного формования ламелей любой сложности. Благодаря прецизионной системе подачи ленты и жесткой станине пресса, даже при работе с тончайшим алюминием полностью исключаются осевые перекосы.
Сердцем же процесса является наш прогрессивный штамп — Fin Die. В его конструкции используются износостойкие твердосплавные материалы, обеспечивающие миллионы ударов без потери качества геометрии.
Штамп формирует идеально ровный воротничок заданной высоты, гарантируя плотную посадку ламели на трубу.
Интегрированные модули формования волны плавно распределяют внутреннее напряжение в металле, что полностью предотвращает появление микротрещин на гофрированных ребрах.
Инвестиции в надежный Fin Die и автоматизированную линию Fin Press Line окупаются за счет радикального снижения процента брака и увеличения скорости выпуска готовых радиаторов.
FAQ: Часто задаваемые вопросы
Вопрос: Действительно ли жалюзийные ребра всегда лучше гофрированных?
Ответ: С точки зрения чистой теплофизики — да, у них выше коэффициент теплоотдачи. Но на практике жалюзийные просечки работают как фильтр для пыли. В условиях запыленного воздуха они быстро забиваются, и эффективность теплообмена резко падает. Гофрированные ребра в этом плане гораздо практичнее и долговечнее.
Вопрос: Как толщина ламели влияет на общую площадь поверхности радиатора?
Ответ: Сама по себе толщина слабо влияет на площадь, но она определяет жесткость ребра и его способность проводить тепло от корня к периферии. Оптимальный подбор толщины позволяет уменьшить шаг ребер, тем самым увеличивая их плотность на один метр трубы.
Вопрос: Что вызывает замятие алюминиевой ленты в процессе штамповки?
Ответ: Чаще всего это связано с люфтами в направляющих пресса, неправильной работой системы смазки (испаряющегося масла) или критическим износом режущих кромок в матрице штампа. Использование жестких комплексов Fin Press Line решает эту проблему на аппаратном уровне.
Заключение и призыв к действию
Подводя итог, можно утвердительно сказать: площадь поверхности радиатора — это управляемый инструмент в руках инженера. Понимая, как ребра увеличивают площадь и как геометрия профиля (особенно волнообразная) разрушает пограничные слои воздуха, можно создавать по-настоящему энергоэффективные отопительные и охладительные приборы. Однако помните, что качество конечного продукта закладывается на этапе штамповки ламелей.
А с какими трудностями при формовании сложных профилей ребер сталкивались вы на своем производстве? Сталкивались ли вы с проблемой быстрого износа штампов? Напишите свое мнение или задайте вопрос в комментариях ниже — давайте обсудим практический опыт! Не забудьте поделиться этой статьей с коллегами по цеху.