Линия для производства пластин радиаторов: как она работает и из чего состоит
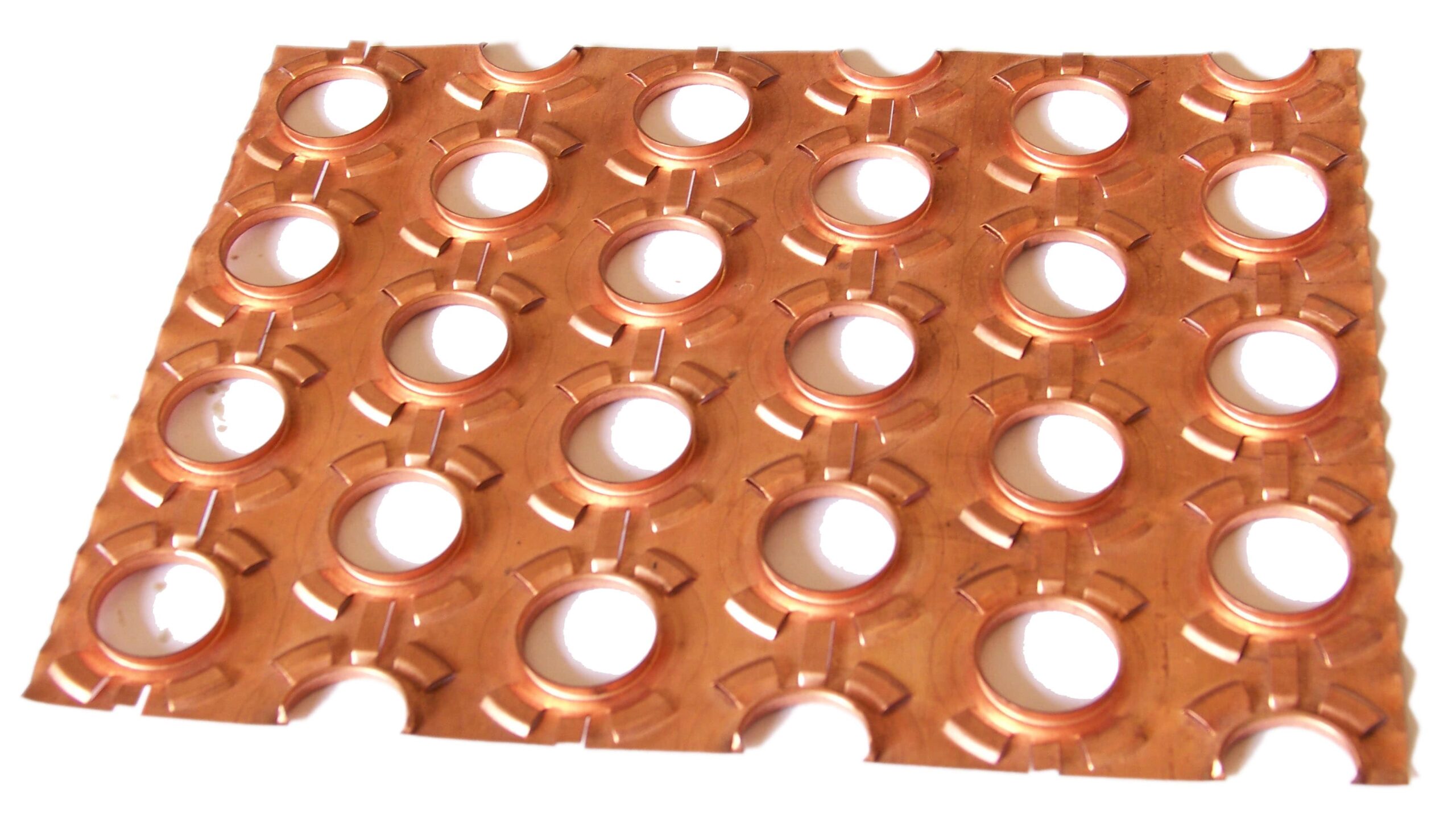
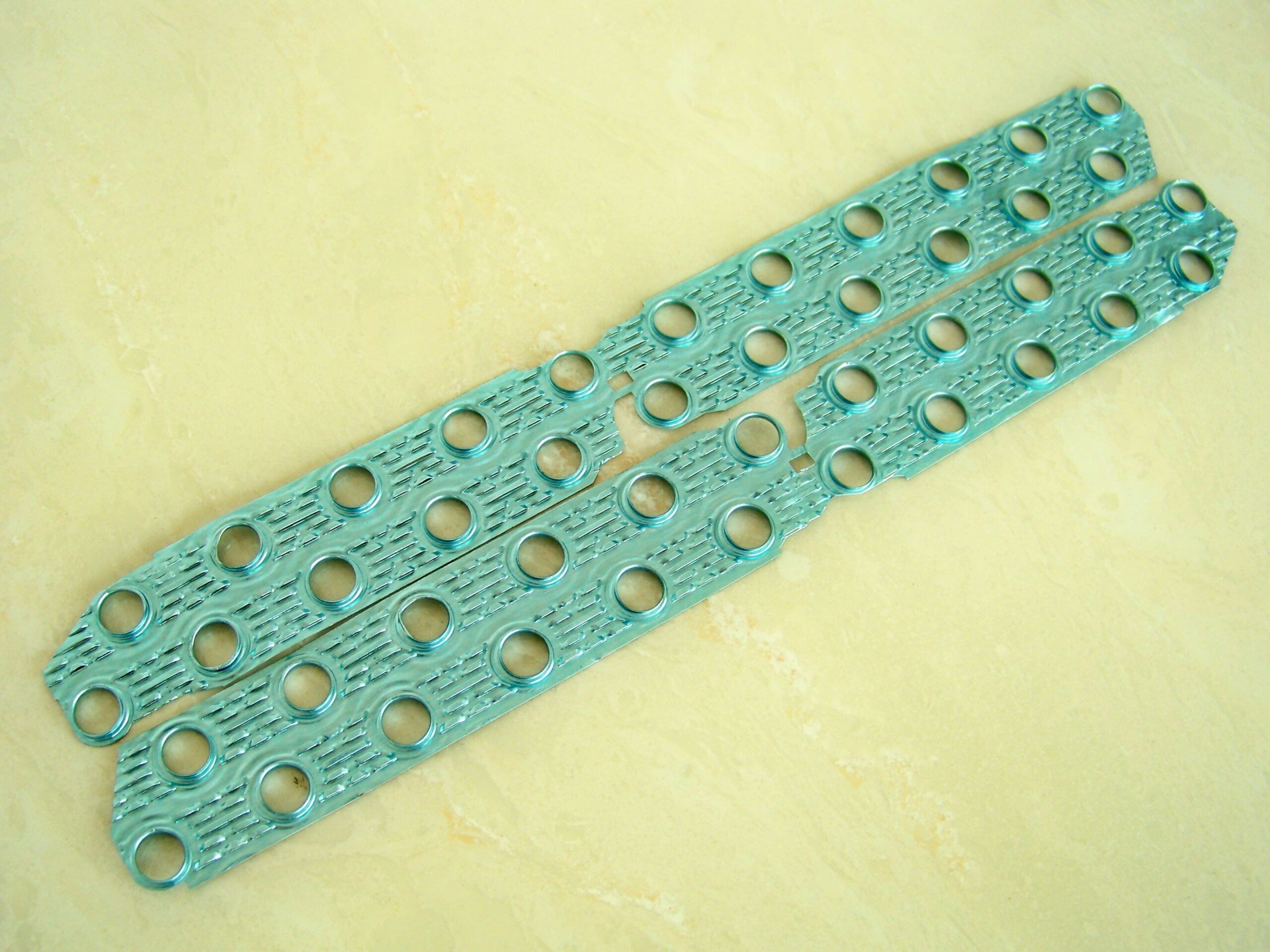
В сфере отопления, вентиляции и кондиционирования (HVAC) эффективность теплообменника напрямую зависит от качества его мельчайших деталей. Одним из ключевых элементов любого современного теплообменника являются алюминиевые или медные ламели (ребра). Именно они увеличивают площадь теплосъема.Пластины теплообменника должны производиться с помощью линии по выпуску радиаторных пластин.
Если вы развиваете бизнес в сфере производства климатической техники или занимаетесь обслуживанием систем отопления, перед вами неизбежно встает вопрос автоматизации. Как оптимизировать производство пластин теплообменника, чтобы снизить себестоимость и сохранить идеальную геометрию? Ответ прост — развернуть автоматизированный комплекс.
В этой статье мы простыми словами разберем, как устроена современная линия для производства пластин радиаторов, из каких узлов она состоит и на какие технические нюансы стоит обратить внимание при выборе оборудования.
Из чего состоит линия для производства пластин радиаторов?
Современный автоматический комплекс — это не просто один станок, а слаженная технологическая цепочка. Каждый модуль выполняет строго определенную задачу, обеспечивая непрерывность процесса.
Основные узлы оборудования:
Разматыватель рулонного металла (Декойлер). Сюда устанавливается рулон тонкого алюминия или меди (обычно толщиной от 0,1 до 0,3 мм). Разматыватель плавно подает ленту в зону штамповки, контролируя натяжение, чтобы избежать разрывов.
Устройство смазки ленты. Важнейший узел. Без специального масла штамп быстро придет в негодность, а на ламелях появятся задиры.
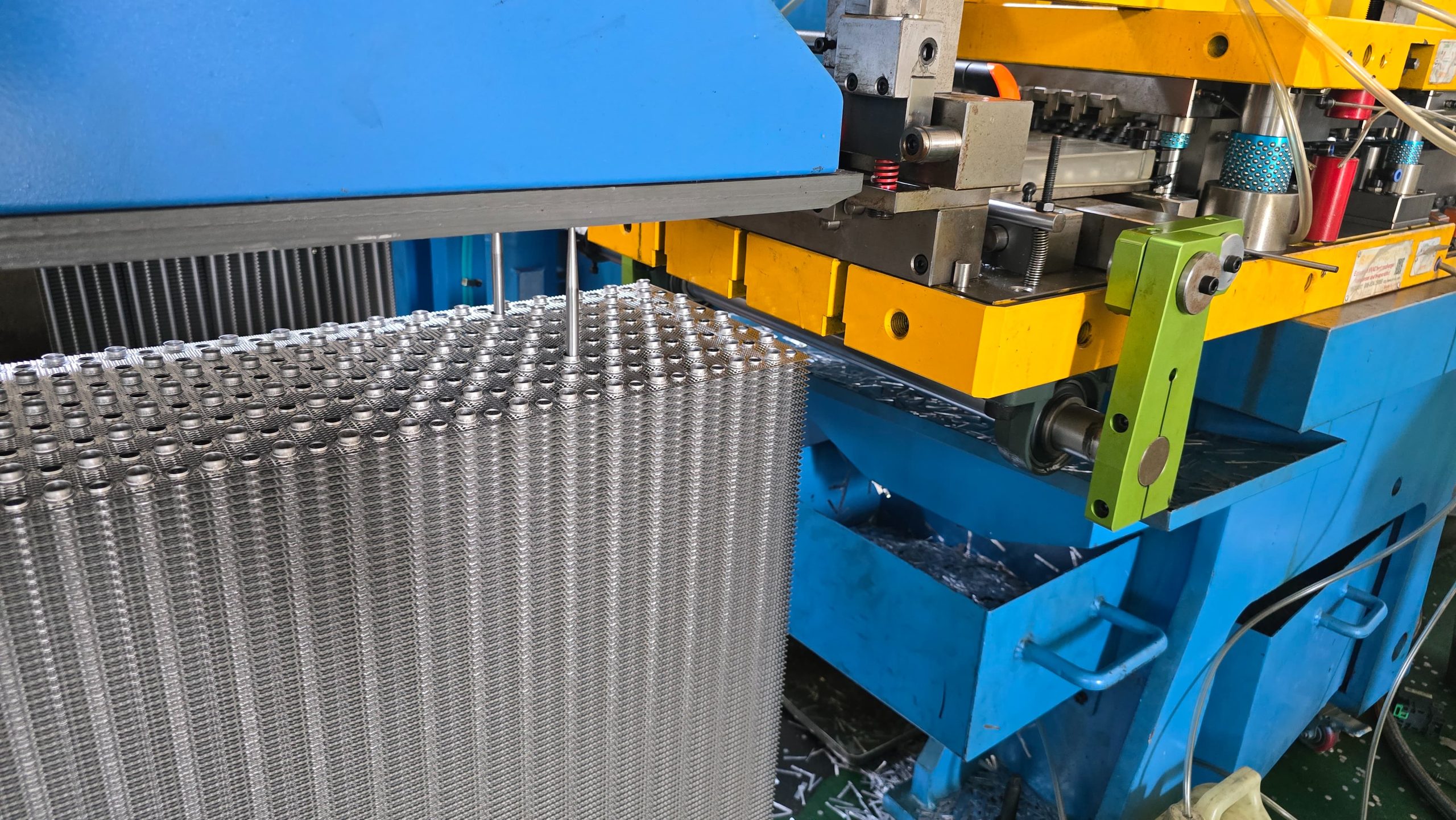
Высокоскоростной прессовый станок. Это «сердце» всей системы. Пресс приводит в движение прогрессивный штамп, который совершает несколько сотен ударов в минуту.
Прогрессивный штамп (матрица). Самый дорогой и высокотехнологичный компонент. Именно он формирует отверстия, воротнички (пуклевку) и рельеф пластины.
Система аспирации (удаления отходов). При пробивании отверстий образуются мелкие фракции металла (высечка). Вакуумная система моментально удаляет их из зоны штамповки.
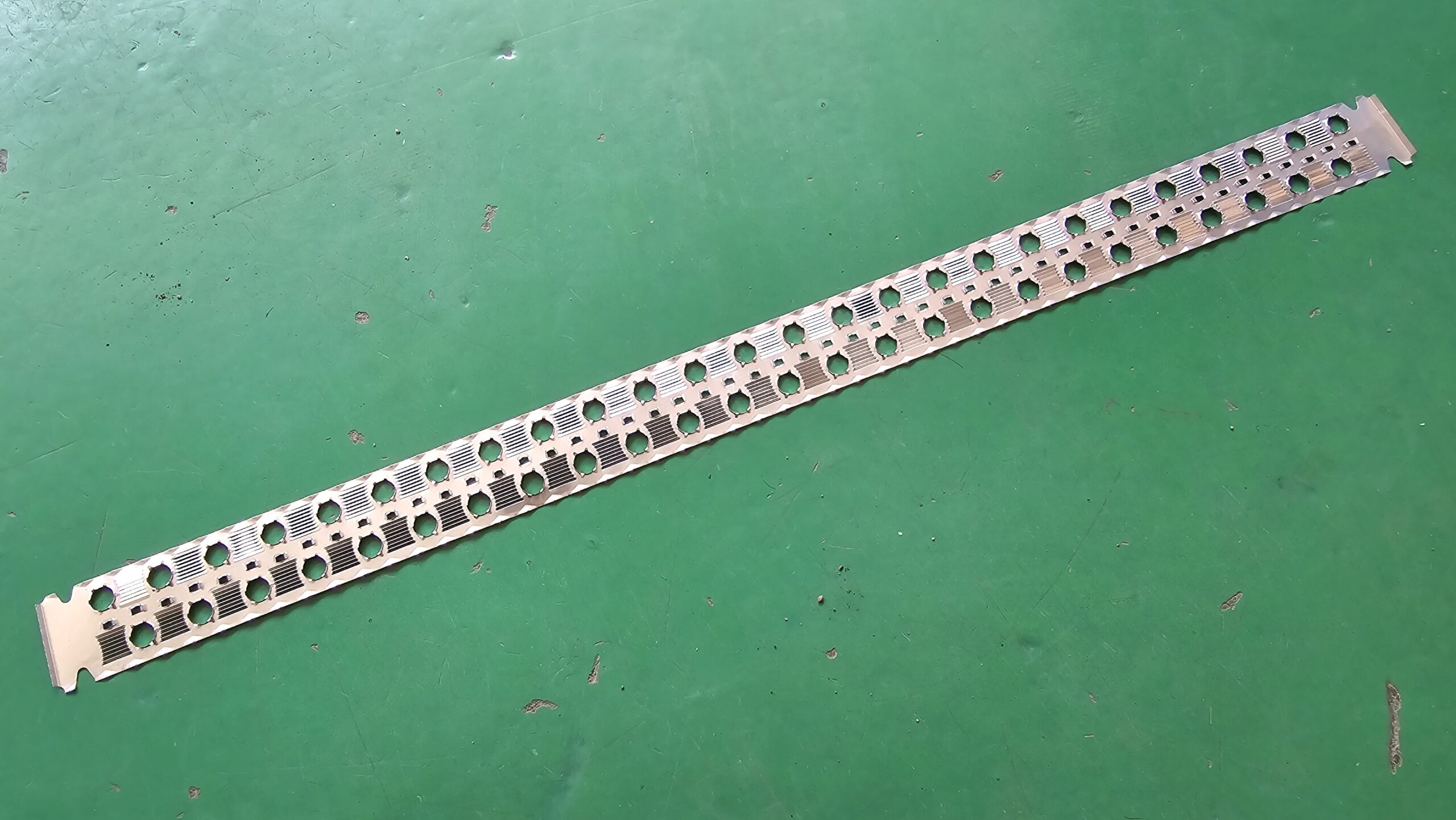
Устройство резки и укладчик готовой продукции. На этом этапе непрерывная лента нарезается на пластины заданной длины, которые автоматически собираются в кассеты (стопки) для дальнейшей сборки теплообменника.
Принцип работы: от рулона металла до готовой ламели
Принцип работы оборудования построен на непрерывной циклической штамповке. Давайте проследим путь металлической ленты:
Шаг 1: Подача и калибровка. Металл разматывается и проходит через направляющие ролики, которые устраняют кривизну рулона.
Шаг 2: Нанесение смазки. Лента покрывается тончайшим слоем быстроиспаряющегося масла.
Шаг 3: Прогрессивная штамповка. Лента движется сквозь штамп шагами. За один удар пресса на разных участках штампа одновременно происходят: пробивка отверстий, формовка турбулизаторов (волн на поверхности) и вытяжка «воротничков» под медные трубки.
Шаг 4: Отрезка и штабелирование. Высокоточный нож отсекает готовую пластину нужного размера. Специальный станок для изготовления ламелей радиаторов оснащен пневматическим или механическим укладчиком, который формирует ровные стопки (кассеты).
Технические сложности: как избежать брака при формовке пластин
Для специалистов индустрии HVAC не секрет, что работа с тонколистовым алюминием сопряжена со скрытыми трудностями. Проанализируем две главные проблемы, с которыми сталкиваются производители.
Проблема пружинения металла (Springback)
Алюминий обладает упругостью. После того как штамп выходит из зоны контакта, металл слегка стремится вернуть первоначальную форму. Если не учесть этот фактор при проектировании штампа, шаг между отверстиями «уплывет», и вставить медные трубки при сборке радиатора будет невозможно.
Решение: Высококачественная линия для производства пластин радиаторов оснащается штампами с компенсирующими углами, разработанными под конкретную марку и жесткость алюминия.
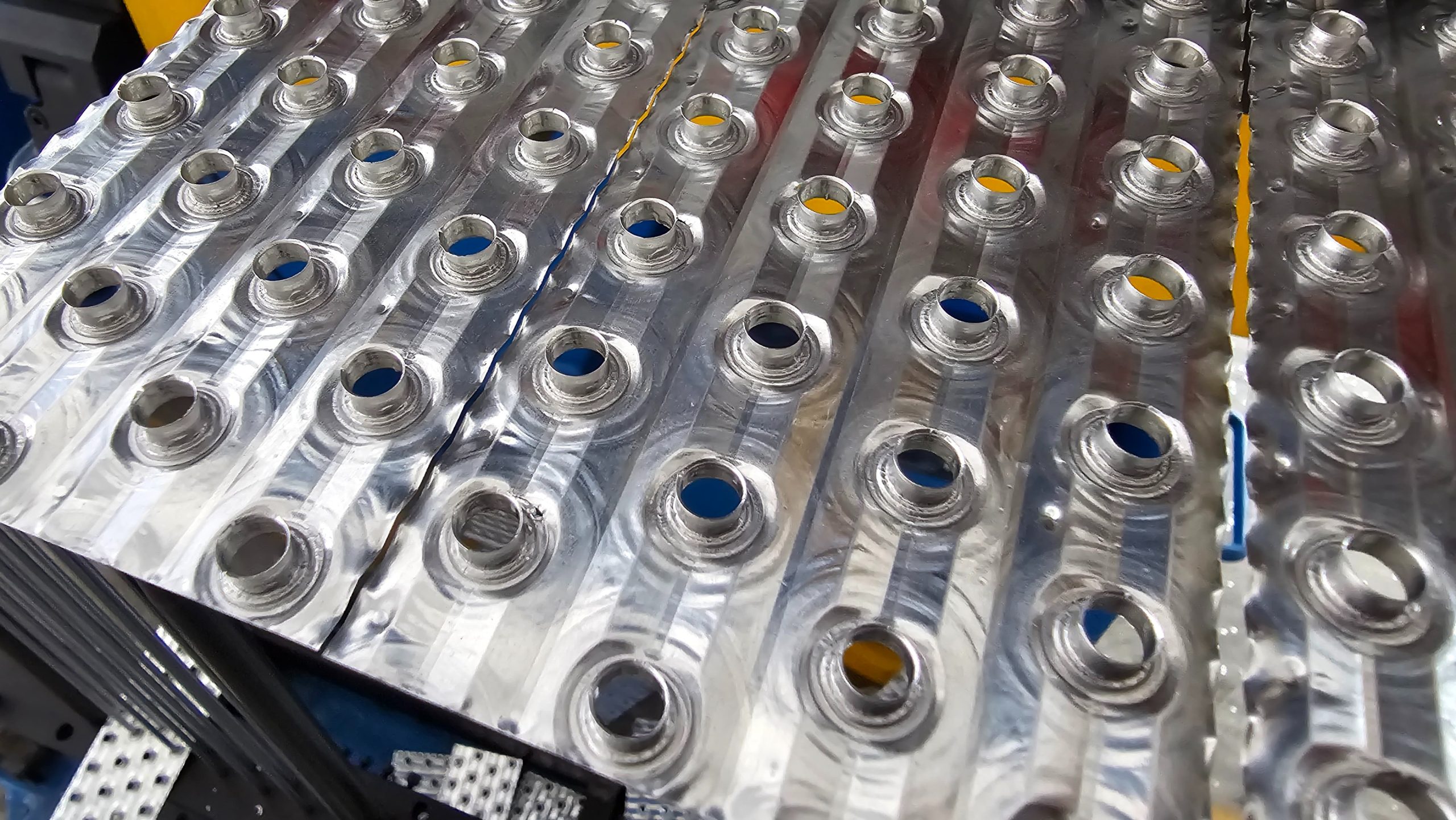
Износ пуансонов и геометрия воротничка
Высота воротничка (высота отбортовки вокруг отверстия) определяет шаг между ламелями в готовом блоке. Если смазка нанесена неравномерно или пуансон изношен, высота начнет колебаться. Это приведет к неравномерному зазору в теплообменнике и, как следствие, к падению его КПД.
Как выбрать станок для изготовления ламелей радиаторов?
Выбирая оборудование для своего предприятия, эксперты рекомендуют ориентироваться на три ключевых параметра:
Производительность (скорость ударов в минуту). Для мелкосерийного производства достаточно прессов со скоростью 150–200 ударов/мин. Крупным заводам требуются высокоскоростные комплексы (до 400 и более ударов/мин).
Мультифункциональность штампа. Проверьте, насколько легко можно перенастроить линию под другой шаг отверстий или другую геометрию ламели. Оптимальный вариант — модульные штампы со сменными вставками.
Уровень автоматизации. Наличие автоматического контроля заклинивания штампа и датчиков окончания ленты убережет вас от дорогостоящего ремонта оборудования из-за человеческого фактора.
Часто задаваемые вопросы (FAQ)
Вопрос 1: Какую толщину металла может обрабатывать стандартная линия? Ответ: Большинство стандартных линий рассчитаны на работу с алюминиевой и медной фольгой толщиной от 0,08 мм до 0,3 мм. Для работы с более толстым металлом (например, для промышленных сухих градирен) требуется более мощный пресс.
Вопрос 2: Зачем нужна быстроиспаряющаяся смазка? Ответ: Такое масло полностью испаряется с поверхности алюминия в течение нескольких часов после штамповки. Это исключает необходимость мыть готовые ламели перед сборкой и пайкой теплообменника.
Вопрос 3: Сколько служит прогрессивный штамп до первой заточки? Ответ: При правильном обслуживании и качественной смазке качественный штамп из инструментальной стали служит от 10 до 20 миллионов ударов до первой шлифовки (заточки).
Заключение
Автоматическая линия для производства пластин радиаторов — это основа рентабельности любого предприятия в сфере производства климатического оборудования. Понимание её устройства и критических точек контроля (таких как качество штампа и система смазки) позволяет избежать брака и выпускать конкурентоспособную продукцию.
Остались вопросы по подбору периферийного оборудования для штамповки? Поделитесь своим опытом или задайте вопрос в комментариях ниже — наши эксперты всегда на связи!